Technológia
03. A folyatófúrás folyamata
A folyatófúrás folyamatának következő leírásakor egy alapesetet írunk le.
A folyatófúró súrlódó része kúpos. Ez a kúp hengeres részbe megy át. A kúpos és a hengeres rész együtt képezik a munkaterületet.
A szerszám nyakrésszel folytatódik, ami a szigetelő gyűrű formázásában segít majd a szerszám szára, amivel azt egy befogó patronba lehet erősíteni (ld. ábra 2a).
 Mind a kúpos, mind a hengeres rész keresztmetszete poligón formát mutat, aminek a folyatófúrás folyamatában igen fontos szerepe van (Ld. ábra 2b). A folyatófúró alapanyagául szolgáló fém, külön ezen eljárásra kifejlesztett nagy rátét ellenállású és hőmérsékleti ingadozásokat bíró keményfém.
Mind a kúpos, mind a hengeres rész keresztmetszete poligón formát mutat, aminek a folyatófúrás folyamatában igen fontos szerepe van (Ld. ábra 2b). A folyatófúró alapanyagául szolgáló fém, külön ezen eljárásra kifejlesztett nagy rátét ellenállású és hőmérsékleti ingadozásokat bíró keményfém.

 Mind a kúpos, mind a hengeres rész keresztmetszete poligón formát mutat, aminek a folyatófúrás folyamatában igen fontos szerepe van (Ld. ábra 2b). A folyatófúró alapanyagául szolgáló fém, külön ezen eljárásra kifejlesztett nagy rátét ellenállású és hőmérsékleti ingadozásokat bíró keményfém.
Mind a kúpos, mind a hengeres rész keresztmetszete poligón formát mutat, aminek a folyatófúrás folyamatában igen fontos szerepe van (Ld. ábra 2b). A folyatófúró alapanyagául szolgáló fém, külön ezen eljárásra kifejlesztett nagy rátét ellenállású és hőmérsékleti ingadozásokat bíró keményfém.
3.1 A kezdeti szakasz
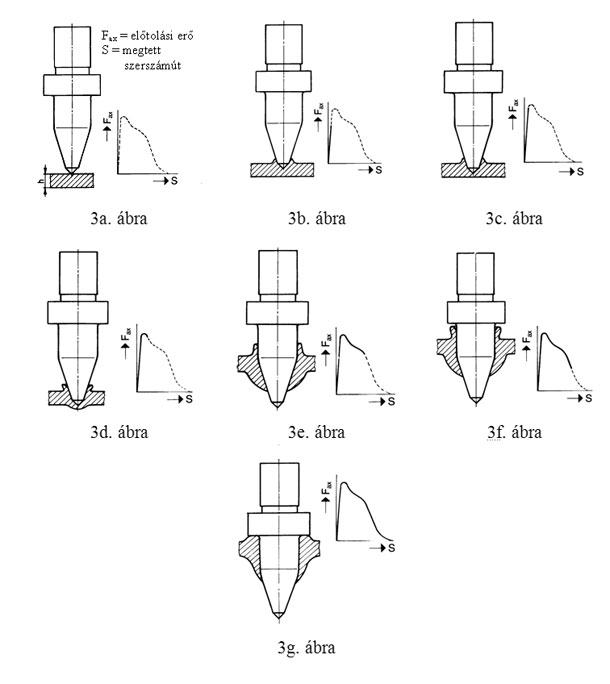
A folyamat megkezdéséhez viszonylag magas fordulatszámra és előtolásra van szükség ahhoz, hogy a szerszám és a munkadarab között a szükséges súrlódási hő létrejöjjön. Az előtolási erő (Fax) addig növekszik, amíg a szerszám csúcsa át nem szúrja az anyagot (Ld. ábra 3a-c).3.2 Az anyagfolyás
A kiszorított anyag kezdetben az előtolás irányával ellentétesen halad. Csak amikor a szerszám csúcsa keresztül hatol az anyagon, akkor folyik a folyatófúrás folyamatának irányába. Az előtolási erő (Fax) lassan csökken, miközben az előtolás sebessége nő (Ld. ábra 3d-f).